Agora Quality Solutions
Ensuring Inspection Excellence with Expertise
Services
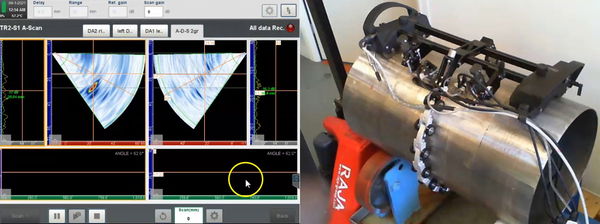
Phased Array Ultrasonic Testing (PAUT)
Phased Array Ultrasonic Testing (PAUT) is an advanced nondestructive examination technique that utilizes a set of ultrasonic testing (UT) probes made up of numerous small elements, each of which is pulsed individually with computer-calculated timing (“phasing”). When these elements are excited using different time delays, the beams can be steered at different angles, focused at different depths, or multiplexed over the length of a long array, creating the electronic movement of the beam. Phased array probes can be used manually in a free running mode scrubbing the surface of a component, attached to an encoder to record position, or mounted on a semi-automated or motorized scanner for optimum productivity. Using phased array probes in direct contact with the component, whether mounted on a hard wedge, a water delay line, or even inside a wheel probe, gives inspectors the ability to quickly scan large areas for corrosion, cracking, and other defects with high resolution. PAUT can be used to inspect almost any material where traditional UT methods have been utilized and is often used for weld inspections and crack detection.
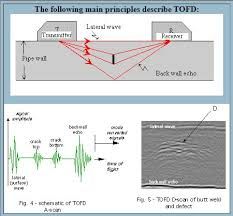
Time of Flight Diffraction (TOFD)
Time of Flight Diffraction (TOFD) is a reliable method of nondestructive ultrasonic testing (UT) used to look for flaws in welds. TOFD uses the time of flight of an ultrasonic pulse to find the location of a reflector. It can also be used for weld overlays and the heat affected zones of other components as well such as piping, pressure vessels, clad material, storage tanks, and structural steel.

Visual Inspection
Visual Inspection (VI), or visual testing (VT), is the oldest and most basic method of inspection. In its simplest form, visual inspection is the process of examining a component or piece of equipment using one’s naked eye to look for flaws. Optical aids such as illuminators, mirrors, borescopes, etc. can be used to enhance one’s capability of visually inspecting equipment. Cameras, computer systems, and digital image analyzers can also be used to further the capabilities and benefits of visual inspection.

Ultrasonic Testing (UT)
Ultrasonic Testing (UT) is a group of nondestructive examination (NDE) techniques that use short, high-frequency ultrasonic waves to identify flaws in a material. They generally work by emitting waves into a material. By measuring these waves, the properties of the material and internal flaws can be identified. Most UT devices consist of many separate units. These can include pulsers and receivers, transducers, and display monitors. The components included depend on the type of UT that the inspector is performing.
Magnetic Particle Testing (MPT)
Magnetic Particle Testing (MPT), also referred to as Magnetic Particle Inspection, is a nondestructive examination (NDE) technique used to detect surface and slightly subsurface flaws in most ferromagnetic materials such as iron, nickel, and cobalt, and some of their alloys. Because it does not necessitate the degree of surface preparation required by other nondestructive test methods, conducting MPT is relatively fast and easy. This has made it one of the more commonly utilized NDE techniques.

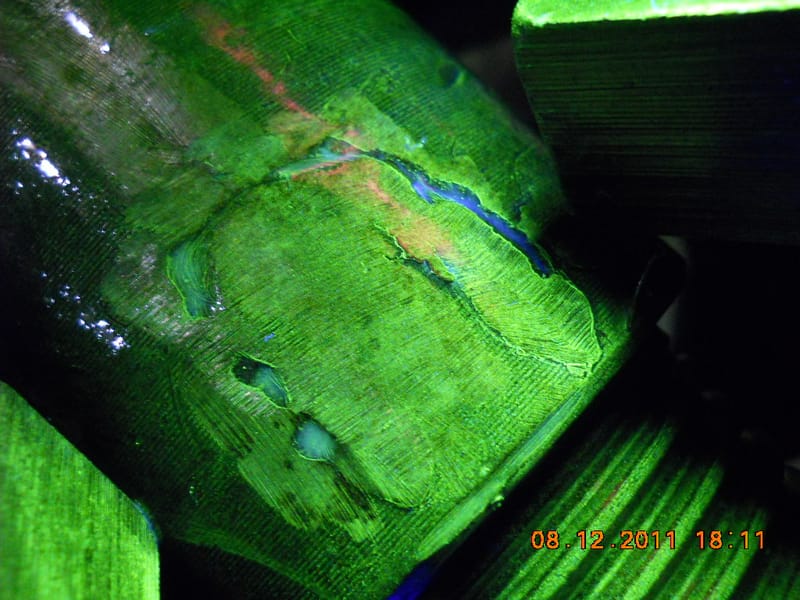
Liquid Penetrant Examination (LPE)
Liquid Penetrant Testing, also referred to as penetrant testing (PT), liquid penetrant examination (LPE), and dye penetrant testing (DP), is a nondestructive examination (NDE) method that utilizes fluorescent dye to reveal surface flaws on nonporous materials (metals, plastics, or ceramics) which might not otherwise be visible.